A transformer rectifier supplies a fixed current power source. The main application for this process is with Mild Steel studs but it can also be used with Stainless Steel.
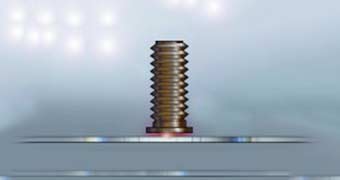
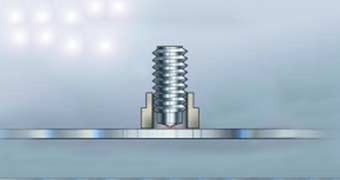
Triggering produces a pilot arc and the stud lifts to a preset height. The main arc melts the end of the stud, producing a molten pool in the parent material. Return spring pressure then forges the stud into the pool. Using a shrouding gas reduces weld spatter especially when welding Stainless Steel.
Short Cycle Studwelding provides greater penetration into the workpiece than CD.
The main application for this process is with Mild Steel studs but it can also be used with Stainless Steel.
The controllers are still portable but of medium weight compared to the CD controllers described above. The equipment is of lower cost than Drawn Arc equipment and requires a 3 phase supply 380/415volt 50Hz.

This process should be used when the surface is uneven and where the parent material is greater than 1.7mm.