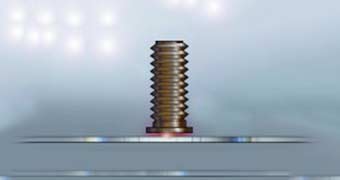
Energy is stored in a bank of capacitors, which are charged to a pre-set voltage, determined by the type and size of stud and the parent material.

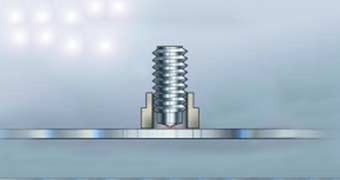
When triggered, the energy discharges as a high current pulse, melting the pip to produce an arc. Spring pressure forges the stud onto the molten surface to ensure complete fusion across the flange.

This process is ideal for use on thin gauge cold rolled sheet where reverse marking can be minimised or eradicated. Penetration into the parent material is minimal.
CD Studwelding controllers are lightweight & hand portable. They are lower cost than either the Drawn Arc or Short Cycle equipment and they run from single phase 230/110Volt 50 Hz supply
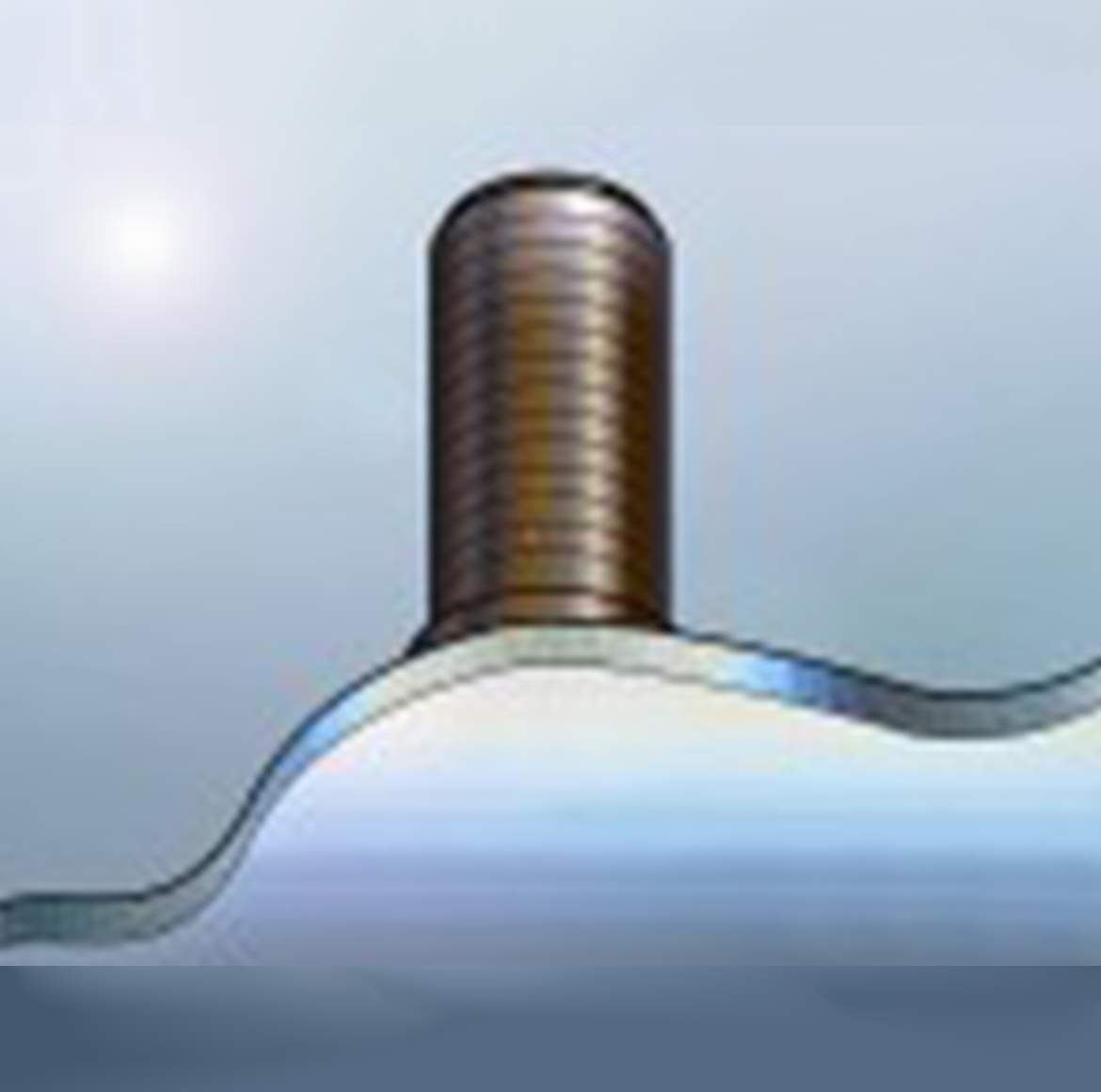
To use CD Studwelding, the parent material must be clean and flat. The sheet may be Mild Steel, Stainless Steel, Aluminium Alloy, Pure Aluminium or Lead Free Brass.