With this process, the current level and weld duration are determined by the stud diameter.
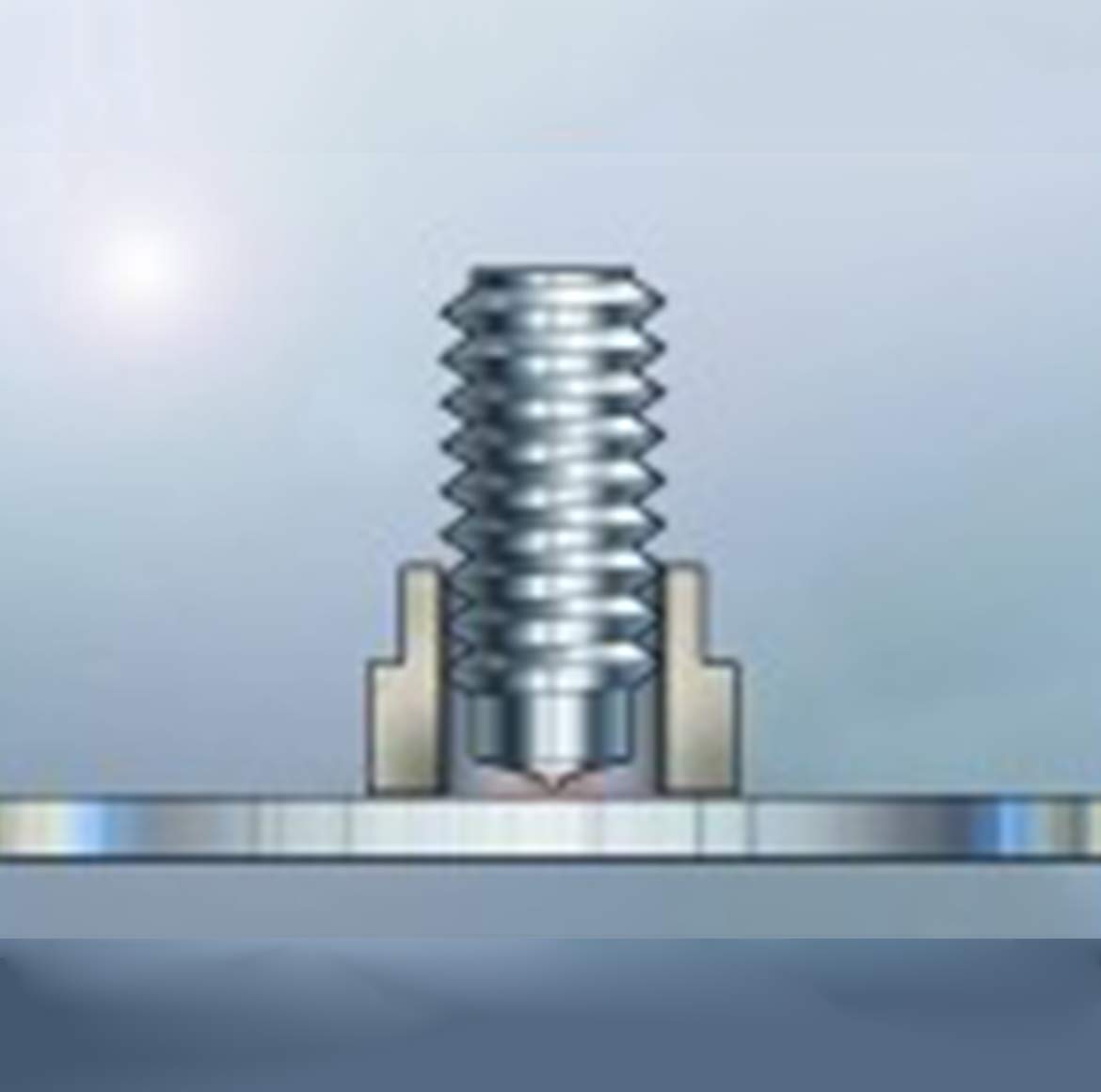
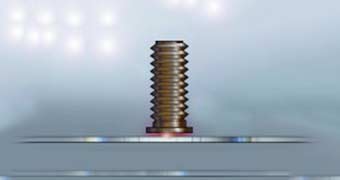
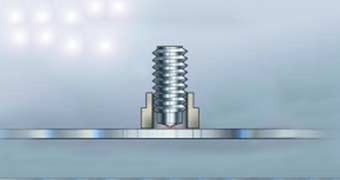
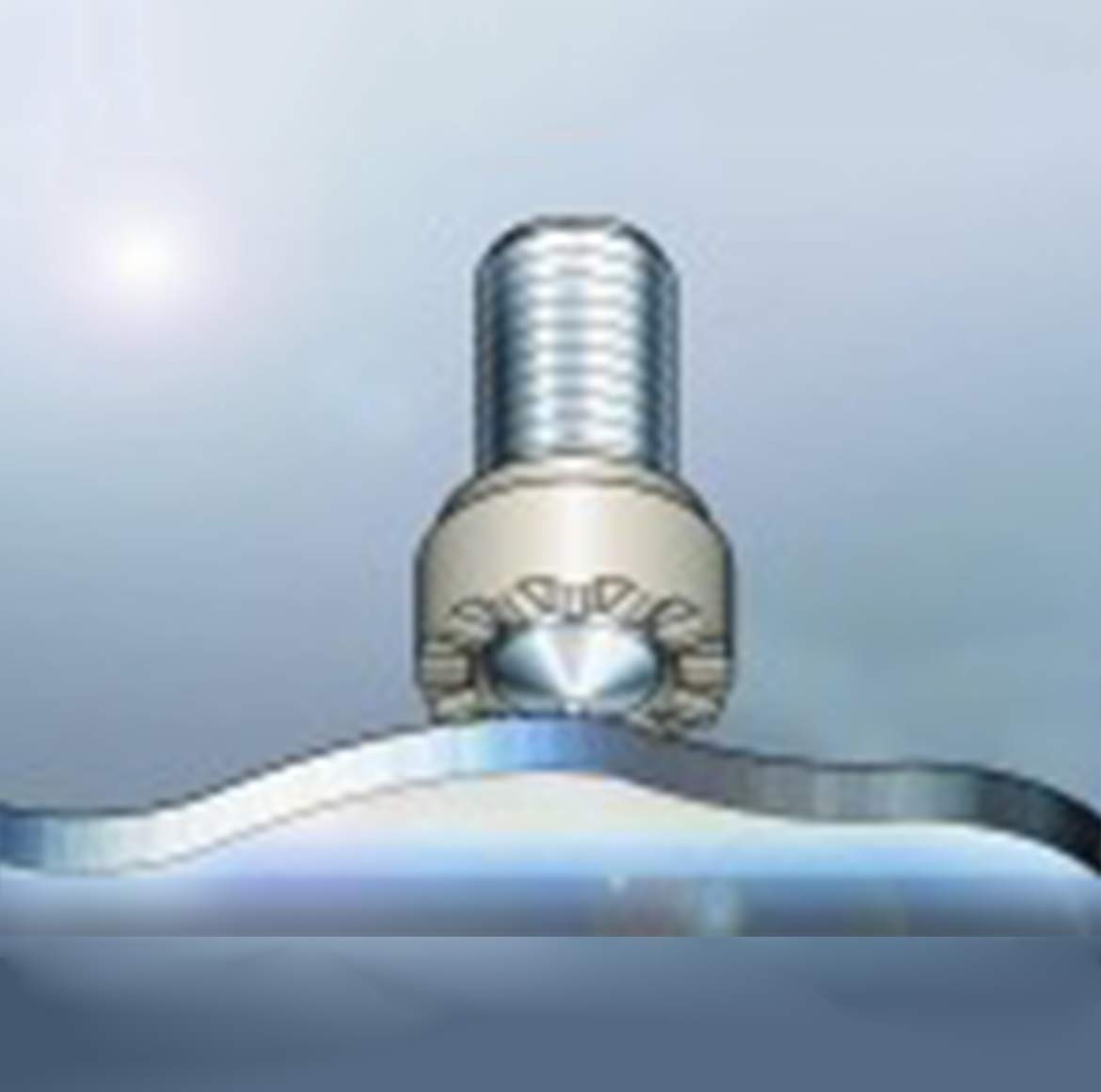
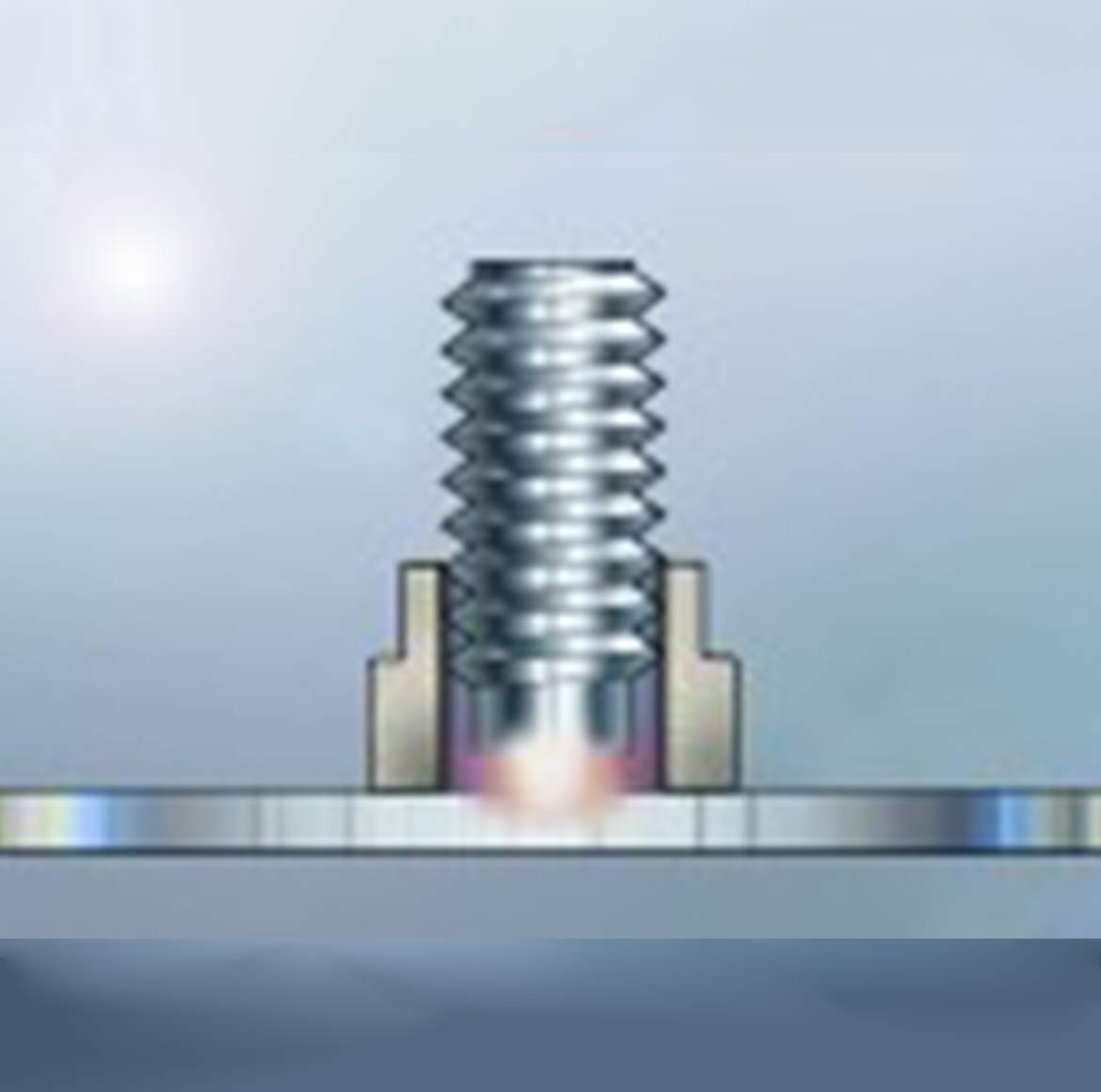
Triggering produces a pilot arc and the stud lifts to a preset height. The main arc melts the end of the stud, producing a molten pool in the material. Return spring pressure then forges the stud into the pool. A Ceramic ferrule contains and shapes the weld fillet, this arc shield is not re-usable and is destroyed after the weld is complete.
This process gives the greatest material penetration. A weld zone can extend to one third of the stud diameter so burn through limits the minimum plate thickness.
Drawn Arc controllers are mobile (on wheels) and they can be modified for use with 2 handtools.

This process is best suited to material thickness’ above 2mm. Mild Steel, Stainless Steel and some Aluminium Alloys may be welded using this process, which is more tolerant of surface irregularities such as rust, mill scale, oil and dirt. Each DA Weld stud requires a fluxed weld end and stud length is increased by the weld burn off allowance.
A 3 phase supply is required 380/415 Volt 50Hz.